Industrial Robot Joint Servo Motor RV Cycloidal Reducer Gear Box
Standard RV Reducer
Standard RV (Rotary Vector) Reducer is a reduction device specially designed for precision machinery. It adopts a two-stage enclosed differential gear mechanism composed of a cycloidal pinwheel and a planetary gear set. The reducer itself is an open-type structure; therefore, during application, flange sealing and filling with dedicated RV grease are required.
In the field of industrial robots, for robotic arms with an end payload of 20 kg or less, RV reducers are mainly applied to the base and high-load joints of the robot (typically joints 1 to 4). For robotic arms with an end payload exceeding 20 kg, all six joints (degrees of freedom) are equipped with RV reducers. The RV reducer is a core transmission component that ensures the positioning accuracy of robotic arms.
According to structural characteristics, standard RV reducers can be classified into:Standard E Series: solid-shaft structure,Standard C Series: hollow-shaft structure
Brief Usage Instructions
Both the Standard E Series and Standard C Series are open structures without flange sealing. After purchase, customers are required to perform flange sealing and inject dedicated RV lubricating grease. In addition, the solid input shaft supplied from the factory must be re-machined (shaft boring and keyway machining) according to the customer’s motor input shaft specifications.
Our company can provide custom secondary machining services for the input shaft based on the drawings supplied by the customer.
 Solid Output Shaft Planetary Gear Transmission RV Reducer for Heavy Duty Robotic ArmsThe Standard RV Reducer E Series is a precision reduction device featuring a two-stage closed differential gear system composed of a cycloid pinwheel and planetary gears, with a solid output shaft. It is widely used in industrial robotics applications.
Solid Output Shaft Planetary Gear Transmission RV Reducer for Heavy Duty Robotic ArmsThe Standard RV Reducer E Series is a precision reduction device featuring a two-stage closed differential gear system composed of a cycloid pinwheel and planetary gears, with a solid output shaft. It is widely used in industrial robotics applications.
For robotic arms with end loads ≤20 kg, RV reducers are primarily employed in base-to-high-load joints (typically Joints 1-4).
For robotic arms with end loads >20 kg, all six joints typically utilize RV reducers.
RV reducers serve as the core transmission component ensuring robotic arm positioning accuracy.Details Precision Mechanical Hollow Output Shaft RV Reducer for Industrial RoboticsThe Standard RV Reducer C Series is a precision mechanical reduction device designed with a two-stage closed differential gear system, combining a cycloid pinwheel and planetary gear structure. It features a hollow output shaft and is widely used in industrial robotics.For robotic arms with end loads ≤20 kg, RV reducers are primarily used in base-to-high-load joints (typically Joints 1-4).For robotic arms with end loads >20 kg, all six joints typically use RV reducers.RV reducers are critical transmission components ensuring robotic arm positioning accuracy.Details
Precision Mechanical Hollow Output Shaft RV Reducer for Industrial RoboticsThe Standard RV Reducer C Series is a precision mechanical reduction device designed with a two-stage closed differential gear system, combining a cycloid pinwheel and planetary gear structure. It features a hollow output shaft and is widely used in industrial robotics.For robotic arms with end loads ≤20 kg, RV reducers are primarily used in base-to-high-load joints (typically Joints 1-4).For robotic arms with end loads >20 kg, all six joints typically use RV reducers.RV reducers are critical transmission components ensuring robotic arm positioning accuracy.Details


Flange RV Reducer
Flange-Integrated RV (Rotary Vector) Reducer is a reduction device specifically designed for precision machinery. It adopts a two-stage enclosed differential gear mechanism composed of a cycloidal pinwheel and a planetary gear set. The reducer is factory-assembled with an integrated flange-sealed structure and pre-filled with dedicated RV lubricating grease, allowing customers to use it directly with a servo motor out of the box.
In the field of industrial robots, for robotic arms with an end payload of 20 kg or less, RV reducers are mainly applied to the base and high-load joints of the robot (typically joints 1 to 4). For robotic arms with an end payload exceeding 20 kg, all six joints (degrees of freedom) are equipped with RV reducers. The RV reducer is a core transmission component that ensures the positioning accuracy of robotic arms.
The flange-integrated RV reducer is a customized model developed by adding flange sealing to the standard RV reducer. According to the same classification characteristics as standard RV reducers, flange-integrated RV reducers can be divided into:Flange-Integrated E Series: solid-shaft structure,Flange-Integrated C Series: hollow-shaft structure
 High Precision Two Stage Serve Motor Flange RV ReducerThe Flange-Integrated RV Reducer E Series represents a precision-engineered speed reduction solution designed for high-performance mechanical applications. This advanced transmission system features a two-stage enclosed differential gear mechanism combining cycloidal pin gear and planetary gear configurations, with a solid output shaft design. The unit comes factory-assembled with flange sealing and pre-lubricated with specialized RV grease, enabling immediate integration with servo motors upon installation.
High Precision Two Stage Serve Motor Flange RV ReducerThe Flange-Integrated RV Reducer E Series represents a precision-engineered speed reduction solution designed for high-performance mechanical applications. This advanced transmission system features a two-stage enclosed differential gear mechanism combining cycloidal pin gear and planetary gear configurations, with a solid output shaft design. The unit comes factory-assembled with flange sealing and pre-lubricated with specialized RV grease, enabling immediate integration with servo motors upon installation.
Industrial Robotics Applications:
For robotic arms with end-effector payloads ≤20kg: Primarily deployed in base-to-high-load joints (typically J1-J4)
For robotic arms with end-effector payloads >20kg: All six joints utilize RV reducers
As the critical transmission component, RV reducers ensure exceptional positioning accuracy in robotic systems.Details Hollow Output Shaft Flange Integrated Cycloid RV Robot GearboxThe Flange-Integrated RV Reducer C Series is a precision reduction device specifically designed for mechanical applications. It features a two-stage closed differential gear system consisting of cycloid pinwheels and planetary gears, with a hollow output shaft. The unit comes factory-sealed with flanges and pre-filled with specialized RV lubricating grease, allowing direct installation with servo motors upon unboxing.
Hollow Output Shaft Flange Integrated Cycloid RV Robot GearboxThe Flange-Integrated RV Reducer C Series is a precision reduction device specifically designed for mechanical applications. It features a two-stage closed differential gear system consisting of cycloid pinwheels and planetary gears, with a hollow output shaft. The unit comes factory-sealed with flanges and pre-filled with specialized RV lubricating grease, allowing direct installation with servo motors upon unboxing.
In industrial robotics applications:
For robotic arms with end-effector loads ≤20kg, RV reducers are primarily used in base-to-high-load joints (typically Joints 1-4)
For robotic arms with end-effector loads >20kg, all six joints typically employ RV reducers
RV reducers serve as the core transmission component ensuring robotic arm positioning accuracy.Details


How does an RV Reducer Work?
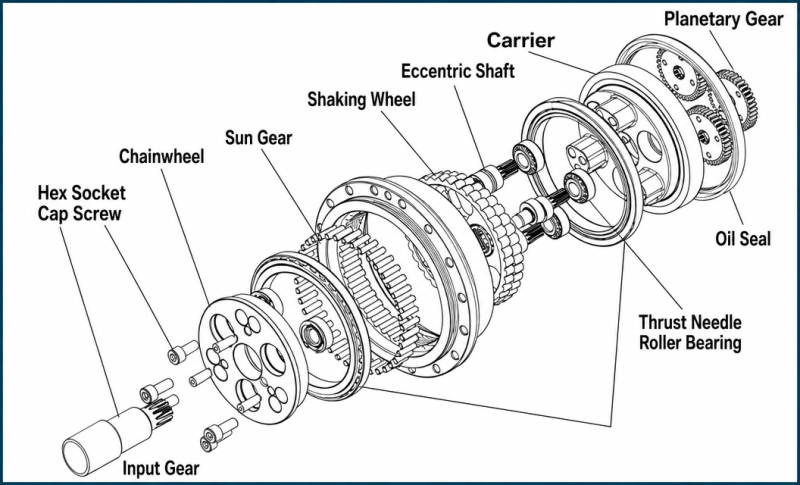
An RV reducer is a two-stage precision gearbox designed to convert the high-speed, low-torque output of a servo motor into low-speed, high-torque rotary motion with excellent accuracy and rigidity.
The first stage uses a planetary gear system. The motor drives the sun gear, which rotates the planet gears and the planet carrier. This stage provides an initial reduction ratio, typically between 3:1 and 4:1, while transmitting power to the second stage.
The second stage is a cycloidal pin gear mechanism, which generates the main reduction ratio. An eccentric crankshaft drives one or two cycloidal discs inside a fixed ring of pins. Because the pin count is always one greater than the number of lobes on the cycloidal disc, the disc rotates slightly in the opposite direction during each revolution. This slow reverse motion is transferred to the output flange, producing a high reduction ratio with outstanding positioning accuracy.
The total reduction ratio equals the product of the two stages. For example, a 3:1 planetary stage combined with a 40:1 cycloidal stage produces an overall reduction ratio of 120:1.
The key advantage of an RV reducer is its multiple-tooth engagement, where many teeth share the load simultaneously. This provides significantly higher rigidity, load capacity, and shock resistance than many other precision reducers. In addition, two cycloidal discs mounted 180° apart effectively balance vibration and ensure smooth operation.
Thanks to their high torque density, excellent stiffness, and long service life, RV reducers are widely used in industrial robot bases, shoulder joints, CNC machine tools, rotary tables, and other heavy-duty precision automation equipment.
RV Reducers vs. Harmonic Reducers vs. Planetary Reducers: What's the Difference?
RV reducers, harmonic reducers, and planetary reducers are the three most widely used precision gear reduction technologies in modern motion control systems. Each offers distinct technical advantages and is designed for different performance requirements and application scenarios.
RV reducers typically employ a two-stage transmission design consisting of a planetary gear stage followed by a cycloidal pin gear stage. This unique configuration delivers exceptionally high torsional rigidity, outstanding shock resistance, and excellent load-carrying capacity, with rated output torque reaching several thousand newton-meters. In addition, RV reducers provide long service life and stable performance under heavy-duty operating conditions. These characteristics make them the preferred choice for the base, shoulder, and other high-load joints of industrial robots. However, RV reducers are complex to manufacture and require extremely high standards for materials, heat treatment, machining, and assembly accuracy, resulting in relatively high production costs. Consequently, the global high-end RV reducer market has long been dominated by a small number of Japanese manufacturers.
Harmonic reducers, also known as strain wave gear reducers, feature a much simpler yet highly sophisticated structure composed of only three core components: a circular spline, a flexspline, and a wave generator. Their operating principle relies on the controlled elastic deformation of the flexspline to achieve precise tooth engagement and high reduction ratios. This design enables harmonic reducers to offer compact dimensions, lightweight construction, zero backlash, and exceptionally high positioning accuracy. In many precision motion applications, their positioning error can be as little as one-quarter that of conventional gear transmissions. As a result, harmonic reducers are widely used in robot wrists, end-effectors, semiconductor equipment, medical devices, and other applications that demand high precision and compact size. Because the flexspline undergoes continuous elastic deformation during operation, however, fatigue life and load capacity are inherently limited compared with RV reducers. Similar to the RV market, the high-end harmonic reducer industry has traditionally been led by Japanese manufacturers.
Planetary reducers consist of a sun gear, multiple planet gears, and an internal ring gear. Compared with RV and harmonic reducers, planetary gearboxes feature a simpler mechanical structure while providing high transmission efficiency through power sharing among multiple planet gears. They offer a well-balanced combination of torque capacity, efficiency, reliability, and cost-effectiveness. Thanks to these advantages, planetary reducers are widely used not only in industrial robots but also in CNC machine tools, factory automation equipment, packaging machinery, material handling systems, and smart home automation. Their versatility and competitive pricing make them the most broadly applied type of precision reducer across the automation industry.
Overall, there is no universally superior reducer technology. The optimal choice depends entirely on the specific application requirements, including load capacity, positioning accuracy, stiffness, speed, available installation space, and cost considerations.
In industrial robot design, RV reducers are typically selected for large joints such as the base and shoulder to withstand heavy loads and high impact forces. Harmonic reducers are commonly used in wrist and end-effector joints where compact size and ultra-high positioning accuracy are critical. Planetary reducers, meanwhile, provide an excellent balance between performance and affordability, making them the preferred solution for a wide range of general automation applications.
Rather than competing directly, RV reducers, harmonic reducers, and planetary reducers each serve distinct roles. Together, they form the foundation of modern precision power transmission systems and enable the diverse motion control requirements found across today's industrial automation industry.
Why Choose HONPINE RV Reducer Gearbox
1,With proprietary tooth profile design, modification technology, and strong technical support, we can mass-produce core components with rational force distribution, self-adaptation to manufacturing errors, strong damage resistance, smooth transmission, and low noise levels.
2,HONPINE possesses world-class high-precision CNC production equipment, customized to ensure stability and efficiency in high-precision batch machining.
3,Our self-developed machining processes, along with high-precision and high-efficiency clamping fixtures, guarantee product accuracy, stability, and production efficiency.
4,We independently developed specialized batch inspection tools, testing instruments, and test benches to achieve rapid batch testing with automatic data entry into the database.
5,Our self-developed assembly tools and tolerance allocation methods enhance both efficiency and precision in batch assembly operations.
6,In collaboration with partners, we developed dedicated heat treatment equipment to ensure superior and consistent material properties in mass-produced components. Precise heat treatment control guarantees stable reducer quality.
7,Equipped with a professional testing platform (benchmarked against national evaluation centers), we can evaluate the overall performance of RV reducer gearboxes and provide official test reports.

Application of Precision RV Reducer Gearbox
RV (Rotary Vector) reducers deliver ultra-high torque capacity, exceptional rigidity, and outstanding shock resistance in heavy-duty applications. Their unique two-stage reduction structure ensures high precision and minimal backlash under demanding conditions.
Designed for industrial robots, machine tools, automation systems, and other high-precision applications requiring robust performance under extreme loads.
We also offer flange-integrated models for direct motor mounting, simplifying installation and improving system integration.
Choose our RV series for reliable performance, long service life, and customized solutions tailored to your industrial needs.
RV (Rotary Vector) reducers deliver ultra-high torque capacity, exceptional rigidity, and outstanding shock resistance in heavy-duty applications. Their unique two-stage reduction structure ensures high precision and minimal backlash under demanding conditions.
‹




›

RV Reducer Gearboxes - FAQ
Rated Torque (To):
The allowable torque when operating at the rated output speed — not the absolute load limit.
Allowable Starting/Stopping Torque (Ts1):
The maximum torque allowed during acceleration and deceleration, typically 2.5 times the rated torque.
Maximum Instantaneous Torque (Ts2):
The allowable torque during emergency stops or impacts, typically 5 times the rated torque.
Allowable Output Speed (Ns0):
The maximum output speed under no-load conditions, affected by temperature and load.
Backlash and Lost Motion:
Backlash refers to the torsional angle when torque is zero;
lost motion refers to the hysteresis curve width within ±3% of the rated torque.
RV reducers usually maintain backlash within 1 arcminute.
Torsional Stiffness:
The torque required per unit of torsional angle — reflects the reducer’s resistance to deformation.
Service Life:
The rated service life is typically 6,000 hours under rated torque and speed.
Installation Accuracy:
Ensure flatness and perpendicularity of the mounting surface to avoid eccentric loads.
It’s recommended to use a dial gauge, keeping vibration amplitude within 0.02 mm.
Lubricant Selection:
Common lubricants include VIGOGREASE REO.
Standard replacement cycle: 20,000 hours; shorten the interval under high-temperature conditions.
Temperature Management:
Surface temperature must not exceed 60°C.
If exceeded, use cooling measures or derate operation.
Small-Angle Operation:
When the rotation angle is less than 10°, lubrication may be insufficient — consult the manufacturer.
Bolt Tightening:
Use disc spring washers and hex socket bolts, tightened to standard torque to prevent loosening.
The HONPINE Flange RV Reducer Gearbox adopts a flange-sealed design, which encloses the lubricant and motor inside.
This simplifies installation, extends service life, and reduces maintenance needs.
When selecting an RV reducer, consider installation orientation, structural form, operating conditions, and environment.
Calculate load inertia and steady torque, set the operating mode, and determine acceleration/deceleration torque, average speed, and average load torque.
Finally, calculate the required rated torque based on service life requirements.
For detailed selection guidance, please contact HONPINE for professional assistance.
Contact Information
Phone/WhatsApp: +86 18994329920
Email: sales@honpine.com
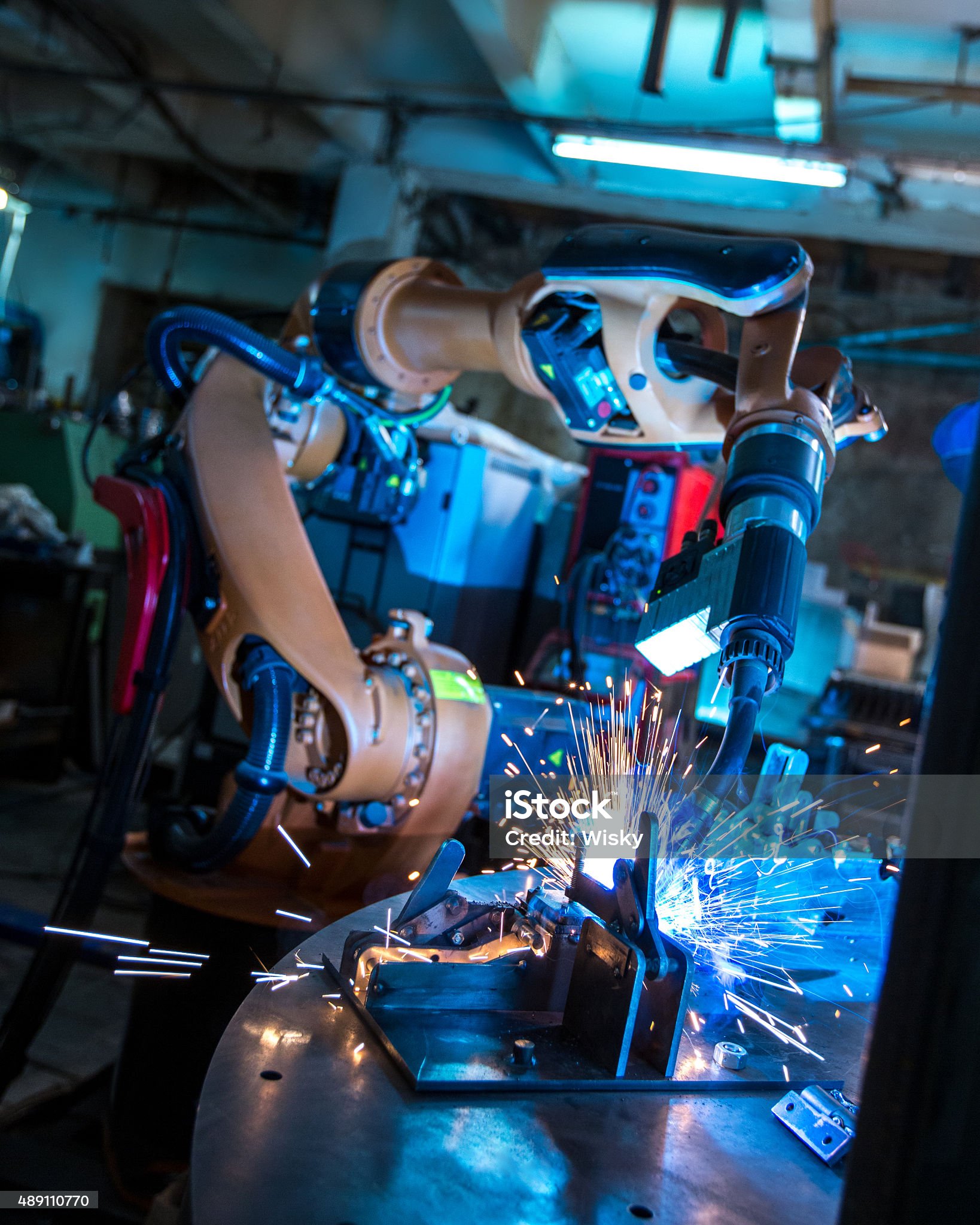
Industrial robots are the primary application field for RV reducers.
The core advantages of an RV reducer include high rigidity, high precision, large transmission ratio, and long service life — making it irreplaceable, especially in heavy-load robotic joints.
The fundamental function of an RV reducer is to convert the motor’s high-speed, low-torque output into low-speed, high-torque power, ensuring precise motion control.
Transmission accuracy can typically reach arc-second levels, and the service life commonly exceeds 10,000 hours.
The HONPINE RV Reducer Gearboxes achieves exceptional precision, rigidity, and durability through advanced tooth profile optimization and structural engineering.
Its core technologies include:
Optimized cycloidal gear tooth design
Integrated housing structure for higher rigidity and stability
Optimized bearing configuration to ensure smooth torque transmission
Key components such as cycloidal gears and pin rollers are made from high-strength alloy steel and special composite materials, providing superior strength, wear resistance, and toughness.
Enhanced material performance significantly extends product life — with a rated service life exceeding 15,000 hours, meeting the requirements of high-end robotic applications.
HONPINE’s optimized heat treatment process further improves component hardness and stability, reduces wear rates, and minimizes performance degradation under continuous operation.
Under standard load conditions and proper maintenance, the rated service life of Honpine RV Reducers is typically 6,000 operating hours.
Based on an average operation time of 16 hours per day, the expected service life can exceed one year of continuous industrial operation. However, the actual lifespan depends on various factors, including:
Load ratio
Operating speed
Working temperature
Lubrication condition
Maintenance quality
Application environment
Proper sizing, sufficient load margin, and correct operating conditions can significantly extend the service life of an RV Reducer used in industrial robots and automation equipment.
For engineering applications, the service life of an RV Reducer can be estimated using a modified calculation method based on fatigue life theory:
La = L0 × (n0 / na) × (T0 / Ta)^(10/3)
Where:
La = Estimated service life under actual operating conditions
L0 = Rated service life
n0 = Rated input speed
T0 = Rated torque
na = Average actual operating speed
Ta = Average actual operating torque
Among all operating parameters, load ratio has the greatest impact on RV Reducer lifespan. Increasing the load by approximately 10% may reduce the service life by around 27%.
Therefore, when selecting an RV Reducer for robotic or automation applications, engineers should always consider sufficient torque margin and avoid continuous operation near the maximum rated load.
The service life of an RV Reducer is mainly determined by the fatigue performance of its internal bearing system, especially the needle roller bearings on the crankshaft assembly.
These bearings experience repeated contact stress during operation, and their fatigue life often becomes the limiting factor of the entire reducer.
Common RV Reducer failure mechanisms include:
Fatigue failure of crankshaft needle roller bearings
Contact fatigue of cycloidal gears
Uneven load distribution and wear in planetary gear pairs
Among these factors, fatigue spalling on the eccentric crankshaft journals, which act as the inner raceway of the needle bearings, is one of the primary causes of long-term RV Reducer failure.
Therefore, high-quality material selection, precision machining, optimized heat treatment, and proper lubrication are critical for improving the reliability of robot joint reducers and industrial automation transmission systems.
For normal industrial applications, Honpine recommends inspecting the lubrication grease condition every 2,000–3,000 operating hours.
During inspection, engineers should check:
Grease color changes
Viscosity condition
Presence of metal particles or contaminants
Signs of oxidation or deterioration
The replacement interval should be adjusted according to the working environment.
For example:
High-temperature environments, such as welding workshops, accelerate grease oxidation and require shorter replacement intervals.
Heavy-load or continuous-operation applications may require more frequent maintenance.
When replacing grease, ensure the reducer interior remains clean and prevent dust or foreign particles from entering the mechanism.
Proper lubrication management helps maintain the precision, efficiency, and long-term reliability of RV Reducers used in industrial robots and automation equipment.
Honpine provides high-precision RV Reducers and robotic transmission solutions designed for industrial robots, automation equipment, and precision motion applications. With advanced manufacturing capabilities and engineering support, Honpine helps global machine builders improve motion accuracy, reliability, and system performance.
For RV Reducer selection, technical specifications, or customized solutions, please contact Honpine’s engineering team.
An RV reducer is a core precision transmission component in medium-to-large load industrial robots and high-end automation equipment. Its value does not come from a single gear machining accuracy, but from a combination of multiple factors, including cycloidal gear profile precision, pin gear meshing accuracy, crankshaft and bearing system performance, heat treatment stability, assembly consistency, and final inspection testing.
From a structural perspective, RV reducers are mainly divided into hollow-shaft and solid-shaft types.
Solid-shaft RV reducers are currently the mainstream, accounting for 66.92% of revenue in 2025
Hollow-shaft RV reducers account for 33.08%, mainly used in applications requiring cable routing through the center, compact structure, and easier installation
By application:
Industrial robots are the largest downstream market, accounting for 84.47% in 2025, and are expected to remain dominant through 2032
Machine tools, semiconductor manufacturing equipment, and other automation systems form supplementary demand
Humanoid robots are still in the early stage in 2025, but are expected to increase to 11.31% by 2032
From a manufacturing perspective, RV reducer production involves high-precision machining, high-rigidity assembly, and lifetime validation processes.
Key processes include:
Material preparation for gears and cycloidal discs
Rough machining
Heat treatment
Precision grinding
Machining of pin housing and crankshaft
Bearing and sealing component assembly
Final assembly
Testing of backlash, torsional stiffness, transmission error, noise, and service life
HONPINE RV reducer production lines with mature processes and high automation levels can achieve an annual capacity of 150,000–300,000 units per line.
For high-precision, large-size, or low-volume customized production, capacity is typically 10,000–50,000 units per line.
RV reducers can be classified in two main ways:
By product structure:
Solid-shaft RV reducers
Hollow-shaft RV reducers
By application field:
Industrial robots
Machine tools
Semiconductor manufacturing equipment
Other automation systems
In the coming years, industry growth will mainly come from:
Industrial robot upgrades and replacements
Machine tool automation
Localization of semiconductor manufacturing equipment
Transition of humanoid robots from prototypes to industrial deployment
Competition will gradually shift from simple capacity expansion to:
High rigidity
Low backlash
Low noise
Long service life
Lightweight design
High manufacturing consistency
At the same time, customer validation cycles, batch-to-batch consistency, material and heat treatment capabilities, and joint application development will remain key barriers to entry.
The HONPINE RV Reducer Gearboxes achieves exceptional precision, rigidity, and durability through advanced tooth profile optimization and structural engineering.
Its core technologies include:
Optimized cycloidal gear tooth design
Integrated housing structure for higher rigidity and stability
Optimized bearing configuration to ensure smooth torque transmission
Key components such as cycloidal gears and pin rollers are made from high-strength alloy steel and special composite materials, providing superior strength, wear resistance, and toughness.
Enhanced material performance significantly extends product life — with a rated service life exceeding 15,000 hours, meeting the requirements of high-end robotic applications.
HONPINE’s optimized heat treatment process further improves component hardness and stability, reduces wear rates, and minimizes performance degradation under continuous operation.
The HONPINE Flange RV Reducer Gearbox adopts a flange-sealed design, which encloses the lubricant and motor inside.
This simplifies installation, extends service life, and reduces maintenance needs.
An RV reducer (Rotary Vector Reducer) is a high-precision speed reducer designed for motion control applications, featuring a planocentric reduction mechanism.
Its core lies in a two-stage reduction design:
1. First Stage Reduction – Spur Gear Mechanism:
The input shaft transmits rotation through the input gear to the spur gear, achieving primary speed reduction.
2. Second Stage Reduction – Differential Gear Mechanism:
The spur gear is connected to a crankshaft, which drives the RV gear in an eccentric motion.
The RV gear has one tooth fewer than the pin gear, thus achieving a high reduction ratio.
RV Reducer Gearbox Important Parameter
Selecting an RV reducer is a systematic engineering process that focuses on matching the motor–reducer–load system. The selection should comprehensively consider load characteristics, operating conditions, and system accuracy requirements. The key selection parameters can be categorized as follows:
1. Torque Parameters (Core Selection Criteria)
Rated Output Torque (Tn)
The rated output torque is the torque that the reducer can continuously transmit at its rated output speed. It serves as the primary selection criterion and should exceed the system's average load torque with an appropriate safety margin.
Peak / Maximum Torque (Tp)
Peak torque includes the permissible start/stop torque (Ts1), typically 2.5 times the rated torque, and the maximum instantaneous torque (Ts2), typically 5 times the rated torque. These values must satisfy the transient torque requirements during acceleration, deceleration, and emergency stopping to prevent overload damage.
Average Load Torque (Tm)
The average load torque represents the average torque over one complete operating cycle and is primarily used for reducer life verification.
2. Speed and Reduction Ratio Parameters
Reduction Ratio (i)
The reduction ratio is defined as the ratio of input speed to output speed:
i = n_in / n_out
It should be selected according to the motor's rated speed and the required system output speed, while considering the relationship between reduction ratio and output torque:
T_out = T_in × i × η
where η represents the transmission efficiency.
Permissible Output Speed (N₀)
This refers to the maximum no-load output speed of the reducer. Since allowable speed is affected by temperature and load conditions, the average operating speed should remain below this limit to prevent overheating and premature wear.
3. Inertia and Torque Matching Parameters
Load Inertia (JL)
Load inertia, converted to the reducer output shaft, directly influences the dynamic acceleration and deceleration performance of the system.
Acceleration and Deceleration Torque
Acceleration and deceleration torque are calculated based on the load inertia and the system's angular acceleration. These values should be multiplied by an application (service) factor—typically 1.5 to 2.5—to determine the required reducer torque for reliable operation.
4. Accuracy and Rigidity Parameters
Backlash (Lost Motion)
Backlash is defined as the angular displacement under zero torque or the width of the hysteresis curve under rated torque. High-precision RV reducers typically maintain backlash below 1 arc-minute. The allowable backlash should be selected according to the required positioning accuracy of the system. Higher positioning accuracy demands lower backlash.
Torsional Rigidity
Torsional rigidity represents the torque required to produce a unit angular deformation, reflecting the reducer's resistance to torsional deflection. For applications involving frequent start-stop cycles or high-inertia loads, higher torsional rigidity minimizes elastic deformation and vibration, resulting in improved positioning stability.
5. Service Life and Operating Conditions
Service Life (Lh)
The theoretical service life of an RV reducer is typically 6,000 operating hours under rated torque and rated speed. Actual service life should be evaluated based on the system's operating hours, start-stop frequency, and impact loading to ensure that the reducer meets the overall equipment design life.
Service Factor (Application Factor)
The service factor is a correction coefficient that accounts for load characteristics (uniform, moderate shock, or heavy shock), daily operating hours, ambient temperature, and start-stop frequency. It is applied to the calculated torque to ensure reliable reducer performance under actual operating conditions.
RV Reducer Selection Procedure
The selection process generally follows these steps:
Calculate the theoretical torque based on the load inertia and the required acceleration/deceleration time.
Multiply the calculated torque by the appropriate service factor to obtain the required reducer torque.
Determine the reduction ratio according to the required output speed and the motor's rated speed.
Verify that the selected RV reducer satisfies the required peak torque, backlash, torsional rigidity, and service life under the system's maximum operating conditions.
- 00
0000-00
What is robot joint actuator?How to Choose the Best Robot Rotary Joint Actuator?
- 00
0000-00
DD Motors VS Harmonic Rotary Actuators
- 00
0000-00
OMG Ultra Compact Harmonic Drive Joint Module with Built-in Torque Sensor
- 00
0000-00
The Role of Harmonic Drive Gears in Achieving 5–10 μm Accuracy in Dental Milling Machines
- 00
0000-00
Why Are Harmonic Rotary Actuators Perfect for Medical Equipment?
- 00
0000-00
High-Precision RV Reducers Perfectly Matched for Walking Robots






